


工业机器人,是工厂中提高生产效率、提升产品品质不可或缺的重要机器。此次给大家就引进机器人的基础知识作简要说明。
在这里为广大希望通过熟练使用机器人来提高生产效率的年轻工程师们,由于工业机器人的引进方法因不同的应用而各有不同,这里仅以最先完成机器人化的弧焊机器人为例,通过Q&A的方式给大家进行说明。
Q1:今后要成为弧焊机器人的担当了,但是没有机器人以及焊接的经验和知识,怎么办才好?
A1:过去的弧焊,属于典型的需要数年经验的熟练操作,而弧焊机器人问世以来,弧焊正在变成仅需数日的培训即可实现的操作。
但是即使不需要学习人工操作弧焊焊枪技术,为提高焊接品质和生产效率、控制不良的发生、降低生产成本等,对于弧焊的原理以及机器人焊接电源等装置的理解也是必不可少的,全球竞争日益激烈的今天,相比过去更有必要提高设备相关技术人员的技能。
首先,可以通过接受厂家实施的机器人培训,掌握机器人操作方法,并且观看实际使用弧焊机器人的工作现场的方式,从理解弧焊设备的概念开始。
Q2:从事机器人操作相关工作时的注意点有哪些?
A2:与机器人占地面积相比,可动范围广、高速、高输出的机械臂活动、多样并自律的动作等,机器人具备其他类机器所不具备的优秀特性。而正
因为如此,机器人有着一般机器所没有的危险性。
因此在操作前务必充分阅读并理解设备说明书,与此同时还必须遵守国家制定的法律以及安全卫生相关的规章等
在日本国内,机器人操作人员以及管理人员,必须接受与劳动安全法第59条,同法第36条、31号、32号规定义务相关的特别教育,该教育由机器人厂商以及机器人关联厂商负责实施。
在中国,虽尚不具备与上述法令相当的法律,但由于安全是绝对必要的,因此也应该在机器人厂商处接受安全相关教育。
弧焊的示教操作中,需要设定1毫米以下的细小位置和姿势,因此操作人员在示教时有时会进入机器人的动作范围,就有必要确保此时的安全性。机器人示教器上附带了3个安全压扣,只要操作者不能保持适当的位置,伺服电源将不会启动。
机器人操作时伺服电源为启动状态,因此该伺服电源通过只有在确认安全后才能启动的方式确保安全。
弧焊操作中,还需要预防触电、烧伤、以及弧光对眼睛的伤害。
另外,焊接电流、焊接电压、焊接速度、瞄准位置、角度等由弧焊机器人控制,改变机器人的程序可能带来焊接品质的改变从而发生焊接不良。因此需要在充分理解焊接操作内容的基础上进行机器人编程。
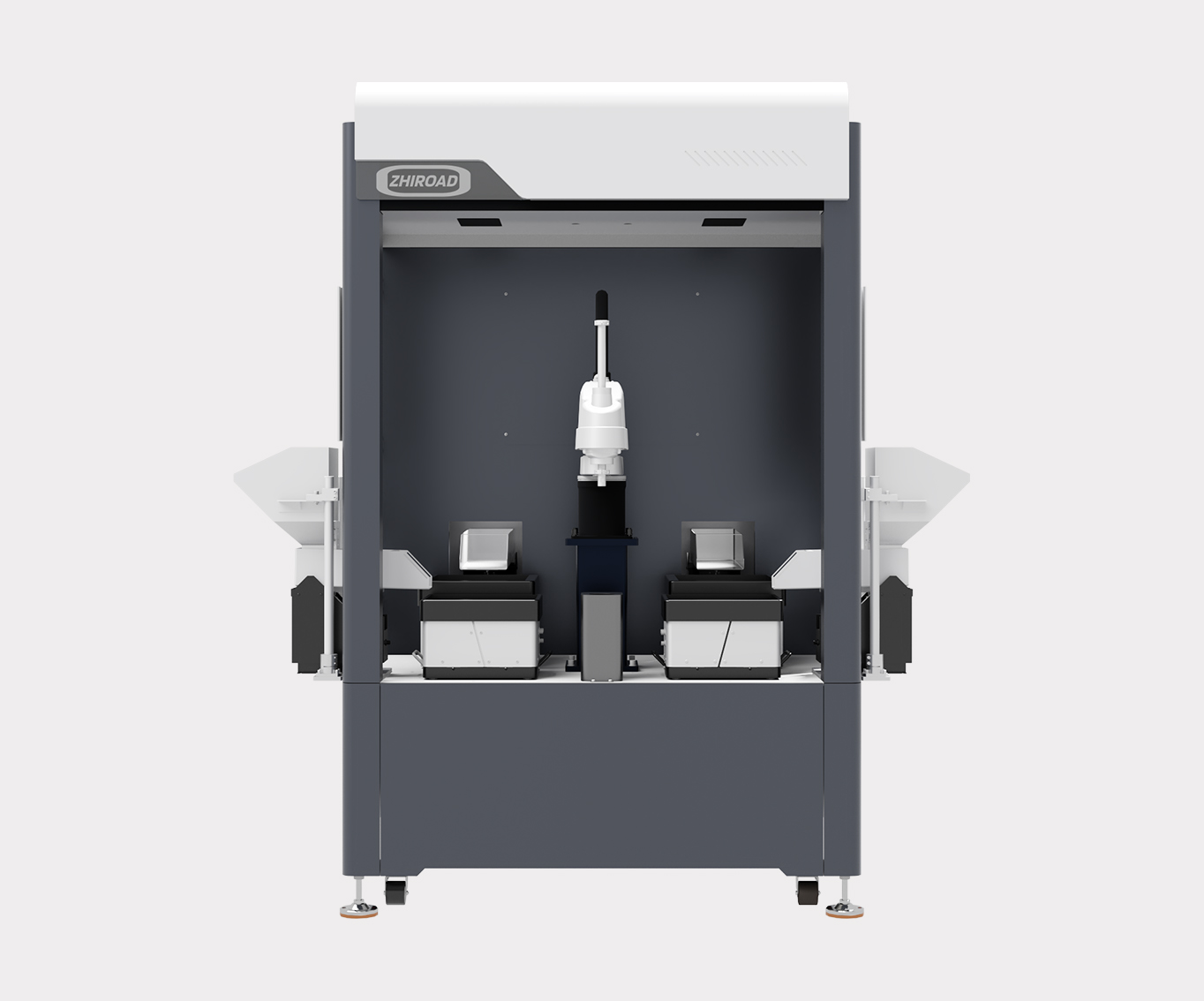
图1 弧焊设备
Q3:弧焊机器人设备是如何构成的?
A3:弧焊机器人设备由机器人本体、机器人控制柜、变位机、系统控制盘、操作盘、焊接机、送丝装置、配管组件、安全围栏、挡板、喷嘴滤清器、治具、焊接用丝、保护气体、焊接电极等构成。
其中,机器人本体、机器人控制柜、变位机、系统控制盘、操作盘、焊接机、送丝装置、配管组件、安全围栏、喷嘴滤清器为标准产品、需要向机器人厂商这样的设备厂商购买。
由于需要根据焊接对象工件制作不同的治具,因此可以向治具厂商购买或者由用户自行设计。在对焊接热应变通过实际焊接进行验证的同时进行焊接对象工件的精度矫正,因此对工件进行定位的治具,需要在对象焊接工件的实际焊接中逐步调整。
焊丝、焊接电极等要向焊接材料厂商购买,保护气体则要向气体厂商分别购买。
下图显示弧焊机器人设备可以简单设置于1张地垫大小的空间。
图1 电弧焊接设备
图1 电弧焊接设备
Q4 弧焊机器人是什么样的机器人呢?
A4:手持焊枪进行电弧焊接的机器人称为弧焊机器人。
弧焊机器人分为,如图4所示的焊枪电缆非内置类型和如图5所示焊枪电缆内置类型。将焊枪电缆内置后可以避免产生焊枪电缆和机器人手臂之间的干涉,因此具有提高焊丝的送给效率和提升机器人自由度等的优点。
由于弧焊要求轨迹的精度,弧焊机器人会高精度地完成直线插补和圆弧插补。同时弧焊机器人在非焊接区间尽可能通过高速动作缩短生产节拍时间。
弧焊机器人的控制柜与焊接电源以及可以任意变更姿势的变位机连接在一起。由机器人控制柜进行控制,与焊枪动作和焊接电源同步,正确控制焊接电流电压,从而确保焊接品质。
焊枪位置的设定,通过由操作人员操作示教器,让机器人在工件的焊接位置工作,对机器人进行工作点示教,并让其重复动作的方式进行。
图6为示教器。示教器中上有让机器人在6轴的正方向和反方向活动的轴操作键12个,通过选择坐标,可以在X、Y、Z、Tx、Ty、Tz的正方向和反方向上动作。同时按数个轴操作键,可让机器人在斜面上动作,也可让机器人的基本3轴和手腕3轴分别进行动作。
图4 通用高速弧焊机器人
图5 焊枪电缆内置型高速弧焊机器人
图6 机器人示教器
Q5:机器人用焊接电源的特征是什么?
A5:人工焊接和机器人焊接不同,机器人用的焊接电源具有以下特征。
- 焊接速度=人工焊接速度为每分钟30~50cm,而机器人则为每分钟60~200cm的高速焊接,因此需要高速且稳定的焊接性能。
- 焊接次数=机器人在非焊接区间高速动作,因此和人工相比可以压倒性多次进行焊接。电弧ON/OFF的次数增加,也要求电弧ON/OFF时在提高焊接性能的同时要有高耐久性。
- 再现性=为防止出现焊接不良,人工焊接时通过眼睛观察焊接状态进行焊接操作。机器人则通过切实地再现焊接状态来防止出现焊接不良。因此,要求不受送丝负荷变动、一次侧电压变动以及温度变动等的影响。
- 脉冲焊=机器人常常用于非常适合高速焊接的脉冲焊中,因此要求具备脉冲焊的高性能。
最近的机器人用焊接电源,正逐步数字变频化,通过焊接电源内的高速CPU进行送丝装置的伺服控制,对焊接电流电压进行高速实时控制,以适应焊接速度的高速化、焊接次数的增加、再现性的确保以及脉冲焊接。
图7为数字化变频焊接电源的外观图。以保持短路焊接和脉冲焊接从低电流到高电流稳定进行为特征,标配可以支持不锈钢、铝、镀锌板等的脉冲波形。
图7 数字化变频焊接电源
Q6:机器人用的变位机有什么样的特征?
A6:工件姿势会给焊接品质带来很大影响。通过将工件固定在机器人控制的变位机上,工件姿势由机器人控制柜进行控制,使同步机器人动作并在最佳姿势上完成焊接成为可能。
图8 为机器人用变位机的外观图。机器人变位机中,有1~3轴类型,根据焊接形状不同区分适用。还要根据搭载重量的不同区分使用适合的变位机。
有时针对1个变位机,会配置2~4台机器人进行高密度焊接。由于变位机可动,因此需要和机器人一样采取安全措施。操作人员靠近变位机进行操作时,将对象变位机的伺服电源关闭。为安装和取出工件,有时会将变位机安装在行走轴上。
图8 机器人用变位机
Q7:今后的弧焊机器人会如何发展?
A7:20多年前就有人开始对我说,弧焊会被粘合剂以及激光所代替。然而,现今弧焊非但没有减少,反而大有增加,这其中机器人发挥了很大的作用。也许20年以后,即使机器人和焊接电源取得巨大进步,弧焊本身应该不会发生变化。现在努力学习和积累的弧焊经验,必将在今后成为宝贵的财富。
期待大家今后的努力。
本文来源于互联网,我们本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。我们公司主营柔性振动盘、柔性供料器、柔性上料工作站、柔性振动盘、柔性生产线、柔性自动上料系统、并联机器人摆盘机、视觉自动分拣设备、非标自动化设备、视觉检测机等业务,厂家直营,支持定制,免费获取全套方案。
本文来源于互联网,我们本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。
服务区域: 广东 上海 江苏 北京 重庆 浙江 云南 新疆 西藏 天津 台湾 四川 陕西 山西 山东 青海 宁夏 内蒙古 辽宁 江西 吉林 湖南 湖北 黑龙江 河南 河北 海南 贵州 广西 甘肃 福建 安徽